グラフの目盛り
その職業で行う仕事の内容を職業間で比較可能な形で表しています。
- 1
- 2
- 3
- 4
- 5

鋼材などの資材から部品を切断・加工し、それらを接合して組み立て船体を製作し、必要な設備・機器を取付けて航行できるように船舶を建造する。 船舶の建造は、板材、型鋼などの鋼材を切断・加工形成したものを溶接により接合して組立て、構造物である船体を造る「船殻(せんこく)工程」と航行や運搬機能として必要な駆動機関、設備・機器、居住区画等の製作・取付けの「艤装工程」の2つに大きく分かれる。船殻(せんこく)工程は、船殻(せんこく)の組立のため、原寸図面の作成、鋼板罫書(けがき:鋼板に線を書くこと)・切断・穴開け・撓鉄(ぎょうてつ:鋼板を曲げること)・組立・接合・はつり等の作業を行う。艤装工程は、主機、発電機、スクリューなどの船舶機関を取り付ける機関部の艤装、積荷揚げ降ろしの荷役装置などを取り付ける甲板部の艤装、通風装置や居住部を製作し取り付ける居住部の艤装、通信機・計器類を取り付ける電気関係の艤装、各種配管を配置し取り付ける配管関係の艤装等の工事作業がある。さらに、船舶の塗装を行うこと、船舶の建造工程において目視や測定機器・検査装置を用いて船体の外観・動作・機能などを検査すること及び駆動機関・操舵装置・通信機器・計器などの点検を行うことがある。 造船は広い意味では、木造船やFRP(繊維強化プラスチック)船舶の建造も含まれる。 船舶の種類は、木造船、FRP船、鋼船などがある。船の用途別では、コンテナ船、LNG船(天然ガス運搬)、原油タンカー、自動車専用船、バルクキャリア(鉱石・穀物運搬)、重量物運搬船、カーフェリー、旅客船(クルーズ客船)、漁船、作業船、海洋調査船及び巡視船・艦艇等多様であるが、木造船とFRP船は建造工程が他とは多少異なる。以下、鋼材による一般的な新造船建造の過程について述べる。 船舶建造の全体工程の概要を述べると、船舶はオーダーメイドが基本であり、まず船主の希望を把握し、これに沿った性能・構造とする基本設計を作成の上で見積提示・受注・契約が行われた後、模型による水槽試験を経て仕様書・各種設計図面が作成される。その後資材が発注され、それらの素材加工、部材組立、パイプ加工、ブロック組立等を経てドック近くで総組立を行い、それらがドックに運ばれ、進水、各種艤装工程を経て海上試運転の後に船主へ引き渡しとなる。 基本設計、仕様書と各種設計図面が作成された後は、原図→罫書→切断→曲げの工程を経る。造船技能者が担当する最初の製造過程は罫書であり、船体構造の型である原図を元に鋼材に印字装置等で罫書きする。かつては原寸大の木型を製作していたが、CADシステムが進歩した現在では、データが罫書装置に送られ、工作上必要な事項も部材ごとに自動罫書装置によって鋼材に転写される。 罫書きされた鋼材は切断の作業に移行するが、ガス、プラズマ、レーザー切断など板材の厚さや形状により適切な方法で溶断する。現在は多くの部品がNC自動切断機等で切断加工されている。 次に曲げ工程により組立に必要な形状に加工していく。罫書の際に、鋼板に切断線や部品番号など加工に必要な情報が書き込まれている。曲げ加工では、船の様々な曲線部に応じてプレス機やベンディングローラーによる圧延・加圧が行われるが、単純な形状成型や荒曲げは機械でもできるが、船首や船尾の流れるような複雑な線形は、人手による加熱と冷却を繰り返して加工する撓鉄(ぎょうてつ)という職人技・匠の技で行われている。 このようにして加工された部材は、溶接により繋ぎ合わされて組み立てられていき、第一段階は小組立と呼ばれている。溶接は、アーク溶接、ガス溶接又はアルミニウム溶接(TIG(ティグ)溶接が代表的)等素材や部位により使い分ける。また、ディスクグラインダー等により溶接の手直し作業を行う。その後、小組立から中組立、大組立へ進んでいく。小組立でできあがった小組立部品同士や他の加工部品を組み合わせてより大きな部分を組み立てる中組立の工程を経て、船体をいくつかに分割したブロックを製作する大組立の工程に入る。完成した各ブロックは、次の総組立の工程で、組み合わされ、溶接され、つなぎ合わされる。これら溶接作業は自動溶接ロボット等の導入で一部機械化されているが、細かなところ、狭い区画等も多く、人手で行われることが多い。溶接時間だけでも、大型船では多大な時間を要する。この過程まで屋内で製造作業が行われた後、大型搬送台車等で屋外に搬送され、ゴライアスクレーン等の大型移動クレーンで吊り上げ、建造船台やドックの中に搭載される。 また、艤装に関しては、これまでの船殻(せんこく)工程の段階で並行して地上で行われる先行艤装と、船殻(せんこく)工事が終わり進水後等に岸壁で係留して行う船内艤装の2つの工程がある。また、艤装には、航行に必要な設備・部品を取り付ける、船体艤装・甲板部艤装(操舵機、係船装置、荷役装置、各種配管)、機関艤装(主機、発電機、ボイラー、プロペラ)、電気艤装(電気配線、電気機器、レーダー、無線装置、アンテナ)などがあり、ブロック艤装やユニット艤装の工法が用いられている。ブロック艤装は、ブロックを組み立てる過程で艤装品を取り付けていくもので、各種パイプの配管工事などが該当する。ユニット艤装は、関係する艤装品同士をまとめてユニット化しておき、ブロックに取り付けるものである。艤装品の多い機関室などではこの手法が用いられ艤装工事が行われる。 なお、これら各ブロックで船体を組み立てる方法は「ブロック建造法」と呼称されており、作業の効率化と工期の短縮が可能となる。これは日本で開発され、現在では世界で主流の船舶建造法となっている。 総組立による船殻(せんこく)の完成後、錆止めを塗り、外板の色の上塗りや喫水標等を表す船体塗装を行う。高所作業車にて行う部分も多い。 こうして船殻(せんこく)工程が終了し、進水式を行い実際に海上に浮かべるが、この時に船舶製造従事者は大きな達成感を味わうと言われている。 その後、岸壁に係留する等により、操舵室や居住区の内装・装飾工事、先行艤装工事で設置されていたパイプ類や配線の最終的結束・工事、その他必要な装置・機器の着装等最終的な艤装工事を行い艤装工程が終了する。こうして、最終完成させた後、海上試運転に移り、速度試験等各種装置の作動試験や操舵機・機関主機・航海計器等各種機器の機能検査が行われ、設計どおりの性能が満たされているか確認した後に船主に渡される。船体の大きさや船舶の種類・構造によるが、一般的にここまで8ヶ月から2年あまりを要する。 ◇ よく使う道具、機材、情報技術等 設計図、仕様書、水平器、タブレット、ICタグ、レーザー、CADシステム、NC印字装置(自動罫書装置)、NC自動切断機、自動溶接ロボット、大型プレス機、ベンディングローラー、ガスバーナー、専用ライター、可燃ガスボンベ、酸素ボンベ、圧力調整器、アーク溶接機、ガス溶接機、TIG(ティグ)溶接機、溶接棒、溶接用トーチ、ディスクグラインダー、遮光マスク、防護マスク、革手袋、溶接用保護面、防護服、足カバー、安全帽(ヘルメット)、移動式クレーン、天井クレーン、ゴライアスクレーン、フォークリフト、大型搬送台車、高所作業車、各種艤装・塗装用の機器等
 (クリックすると別サイトのマイジョブ・カードへ移ります。)
(クリックすると別サイトのマイジョブ・カードへ移ります。)
[ 動画 ]
タスク(職業に含まれるこまかな仕事)
58.6 %
58.6 %
72.4 %
55.2 %
79.3 %
62.1 %
55.2 %
72.4 %
82.8 %
69.0 %
69.0 %
51.7 %
58.6 %
58.6 %
48.3 %
65.5 %
65.5 %
65.5 %
69.0 %
62.1 %
69.0 %
62.1 %
65.5 %
62.1 %
58.6 %
58.6 %
仕事の内容
グラフの目盛り
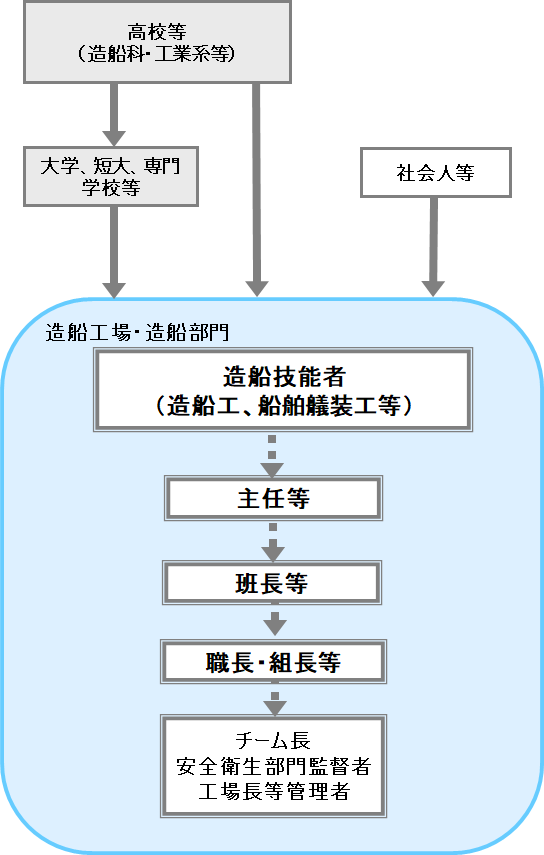
入職にあたって通常、特段の学歴や専攻は問われない。新卒で入職する場合、造船科や工業系の高校等を卒業した者が比較的多いが、工業系以外の学科卒の者も多く入職している。船員等海運関係従業者や他職種からの中途採用もある。新卒者は、学校、ハローワークの紹介がほとんどである。中途採用は、ハローワーク、求人広告等で行われており、未経験者や無資格者も採用されている。採用された者は、入職後に指導員から実務の指導を受けたりスキルアップ講習で技能を習得しながら実績を積み必要な資格を取得する。多くの企業に資格取得支援制度があり、資格取得を勧めている。また、一般社団法人日本中小型造船工業会が、全国6箇所に設置している「技能研修センター」で新卒・中途採用者を対象とした新人研修、中堅技能者を対象とした溶接、撓鉄(ぎょうてつ)、船殻(せんこく)組立、配管艤装、電気艤装、塗装及び機関仕上等の専門技能研修を行うなど業界を挙げて造船技能者の育成に積極的に取り組んでいる。 造船技能者の場合は、様々な溶接技術を必要とし、アーク溶接やガス溶接を行う場合には、法律で定められた講習である「アーク溶接作業者」、「ガス溶接技能者」の講習を修了することが必要であり、船舶建造の溶接技術に関しては、一般財団法人日本海事協会が認定する「溶接士技量資格」がある。また、「ガス溶接作業主任者」(実務経験3年以上で受験可能)や「自由研削砥石特別教育修了」もある。関係団体が認定する「アルミニウム溶接技能者」、品質管理責任者として必要な「溶接管理技術者」、溶接従事者の指導を担当する「溶接作業指導者」等の資格もある。 なお、これまでにも述べたが、罫書・切断・加工・溶接は、多くの過程が機械化されているが、船首や船尾のカーブした部分などの特殊な立体構成は機械化ができず、人手作業に依らざるを得ないため、経験豊かな高度な技能取得者の役割が大きい。このような高度な人手技術(撓鉄(ぎょうてつ)など)をいかに伝承していくかが大きな課題となっており、高度な技能取得者の映像記録により可視化・数値化して分析する等の研究も取り組まれている。 艤装関係では、各種装置・設備の設置工事、船内内装工事、電気工事、空調工事及び給排水設備・配管工事等は建設工事と類似する技術・技能を必要とされる。しかし近年は、多能工化が進められ、職種が整理・統合される傾向にある。 また、建造過程において完成した部分品の移動や高所作業する際に必要となるクレーン運転士、移動式クレーン運転士、クレーン・デリック運転士、玉掛け技能講習修了、フォークリフト運転技能講習修了、高所作業車運転技能講習修了や船舶艤装で必要となる船舶電装士、主任船舶電装士、船舶電装管理者、航海用レーダー整備士、航海用無線設備整備士等並びに小型船製造の技術管理を行う場合の主任技術者(小型船造船)の資格等を取得することがキャリアの展開に有利である。なお、基礎水準レベルの英語等語学が必要になる場合もある。 加えて、船殻(せんこく)工程、艤装工程ともに全ての仕事に関し、立ち仕事や特定の姿勢での作業もあり、一定程度の体力も必要である。 キャリアルートに関しては、経験年数を積み各係の主任等、その後部下を指導する立場の班長を経て各部門でマネージメントを受け持つ職長・組長等となり、さらにチーム長、安全衛生部門監督者や工場長等の管理職になる場合もある。一例では、曲げ工程の撓鉄(ぎょうてつ)作業や溶接作業で独り立ちするには5年以上の経験が、その部門の班長となり部下を指導する立場になるまでには、10年以上の経験が必要になると言われている。 船舶の建造はプロジェクトでありチームワークが重視される。造船所内では、様々な部署や職種の従業者が従事しており、これら関係者との協力・意思疎通や工程が進む中での引継ぎが正確に行われることが不可欠であり、集団行動が基本なので他の担当者との調整・協調、情報伝達能力、コミュニケーション能力が重要で主張すべき時には発言することが重要である。 就業を長く続けるには、ものづくりに関心があることが大切であり、機械・器具を操作することに親しみを持てることや根気強く作業に取り組めることが望まれる。また、建造する船舶は、オーダーメイドであり、品質を保持し顧客に対する信用に関わる仕事であるため、責任感があり信頼を得られる資質が求められる。 また、取り扱う対象が巨大で重量がありこれをクレーンで吊り上げたり、高所で作業する必要もあることから、安全第一で仕事を進めることが常に求められている。社内における安全教育も万全に備えて実施されているが、正確で慎重な操作、的確な判断力や安全に配慮する注意力・集中力が求められる。
関連資格
(クリックすると別サイトのマイジョブ・カードへ移ります。)
この職業で実際に働いている人が多いと感じる『学歴』を表しています。必須とは限りませんので、詳細は「就業するには」を確認してください。
グラフの目盛り
14.3 %
81.0 %
19.0 %
9.5 %
4.8 %
33.3 %
0.0 %
0.0 %
9.5 %
23.8 %
14.3 %
38.1 %
4.8 %
0.0 %
0.0 %
4.8 %
0.0 %
4.8 %
9.5 %
57.1 %
9.5 %
9.5 %
4.8 %
4.8 %
0.0 %
0.0 %
0.0 %
4.8 %
9.5 %
4.8 %
0.0 %
19.0 %
9.5 %
23.8 %
4.8 %
19.0 %
4.8 %
4.8 %
9.5 %
勤務先は造船メーカー及びその関連会社であり、造船所の立地条件として陸路・海路からのアクセスが可能であること、温和な気候であること、主要資材の入手に便利であること、環境対策が講じやすいこと等が挙げられるため、就業場所は一定の地域に集積しており、東京湾沿岸、大阪湾・伊勢湾沿岸、瀬戸内海全域、別府湾から豊後水道にかけての沿岸、長崎県沿岸に多く、その他に北海道や新潟県、宮城県等の地域にも一部ある。就業先の企業形態も、大企業から中小企業まで多様である。また船舶は数万の部品から構成されており、建造するための専門分野が多いこと等から、地域の産業に密着しており、特に大きな船舶を建造する場合は、その地域に請負企業が集積している。 賃金、労働時間等労働条件は勤務先の規定によるが、労働時間は朝~夕の昼間の8時間程度で土日週休2日制、正社員としての雇用形態が一般的である。その他の労働条件は、企業規模や当該企業が建造する船の種類により異なる。 近年、NC印字装置による自動罫書、NCプラズマ自動切断機等による切断、自動溶接ロボットや大型プレス機の導入などの機械化や全天候型造船工場の導入など作業環境の改善が進んでいる。造船業に従事する就業者数は、約7~8万人で推移している。このうち社内工、社外工として現場で働く技能者は約4.7万人である。高齢者の雇用に積極的に取り組んでいる。(2025年時点)。 世界の海上輸送量は、貿易の拡大により増加傾向にあり、今後も世界の国々の経済発展により海上貿易量が増加することが見込まれる上に、国内貨物でも約4割を支えているところ、トラック輸送を船又は鉄道に振り替える政策が進められていることから、船による海上輸送の役割はますます大きくなることが予想される。一方で、熾烈な国際競争の影響等を受ける中、我が国の造船業が、引き続き、安定的な海上輸送の確保に貢献するとともに、安全保障及び地域の経済の活性化に寄与しつつ、競争力を有する産業として成長するため、政府は事業再編や生産性向上の促進等を通じて事業基盤強化を推進することにより、生産性を向上させるとともに、運航に当たって温室効果ガスを排出しないゼロエミッション船や自動運航船等の世界最先端の技術力を磨き上げることによる非価格競争力の強化を図ることとしている。
造船技能者(造船工、船舶艤装工等)が属する主な職業分類(厚生労働省編職業分類の「鉄工、製缶工」等)に対応する統計情報です。
※「統計データ」は、必ずしもその職業のみの統計データを表しているものではありません。各統計データで使用されている職業分類の詳細については職業分類対応表をご覧ください。
※各統計データに関する留意事項についてはこちらをご覧ください。
※関連団体等が別途就業者数等を公表している場合は「労働条件の特徴」本文中に記載されていることがあります。
就業者統計データ
就業者数
(出典:令和2年国勢調査の結果を加工して作成)
労働時間
(出典:令和7年賃金構造基本統計調査の結果を加工して作成)
賃金(年収)
(出典:令和7年賃金構造基本統計調査の結果を加工して作成)
年齢
(出典:令和7年賃金構造基本統計調査の結果を加工して作成)
賃金(1時間当たり)※全国のみ
(出典:令和7年賃金構造基本統計調査の結果を加工して作成)
賃金分布(グラフ)※全国のみ
(出典:令和7年賃金構造基本統計調査の結果を加工して作成)
ハローワーク求人統計データ
求人賃金(月額)※()は対前年度差
(令和6年度)
有効求人倍率
(令和6年度)
月別求人賃金 ※全国のみ
| 令和7年 4月 |
5月 |
6月 |
7月 |
8月 |
9月 |
10月 |
11月 |
12月 |
令和8年 1月 |
2月 |
3月 |
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 求人賃金 (万円) |
25.8 | 26.1 | 25.7 | 26.0 | 25.9 | 25.9 | 26.1 | 25.9 | 25.9 | 26.0 | 26.2 | 26.2 |
| 前年 同月差 |
0.5 | 0.8 | 0.6 | 0.6 | 0.4 | 0.7 | 0.7 | -0.1 | 0.7 | 0.6 | 0.3 | 0.7 |
| 年 | 月 |
求人賃金
(万円) |
前年同月差 |
|---|---|---|---|
| 令和8年 | 3月 | 26.2 | 0.7 |
| 2月 | 26.2 | 0.3 | |
| 1月 | 26.0 | 0.6 | |
| 令和7年 | 12月 | 25.9 | 0.7 |
| 11月 | 25.9 | -0.1 | |
| 10月 | 26.1 | 0.7 | |
| 9月 | 25.9 | 0.7 | |
| 8月 | 25.9 | 0.4 | |
| 7月 | 26.0 | 0.6 | |
| 6月 | 25.7 | 0.6 | |
| 5月 | 26.1 | 0.8 | |
| 4月 | 25.8 | 0.5 |
この職業で実際に働いている人が多いと感じる『就業形態』を表しています。
グラフの目盛り
95.2 %
4.8 %
0.0 %
9.5 %
9.5 %
0.0 %
4.8 %
0.0 %
0.0 %
0.0 %
造船技能者(造船工、船舶艤装工等)が属する産業(製造業)の産業別景況動向をグラフで見ることができます。(産業全体の景況動向はこちら)
グラフの数値が大きいほど、労働者が不足と判断している。
法人企業景気予測
グラフはありません。
残業時間(時間外労働時間)や有給休暇取得率、平均年齢など、企業の様々な職場情報を検索・比較したい方はこちら(クリックすると別サイトのしょくばらぼへ移り、 造船技能者(造船工、船舶艤装工等)が属する産業(製造業)で検索ができます)
2.1
1.7
1.4
1.3
1.8
1.9
1.3
2.3
 0.4
1.8
1.5
2.2
1.0
2.3
1.7
1.4
0.9
0.3
0.7
1.0
0.9
0.3
0.4
1.5
0.8
1.0
0.2
0.2
0.2
0.9
1.0
1.2
0.7
3.9
3.3
3.7
3.0
2.9
3.8
3.3
2.6
3.0
3.8
3.5
3.3
3.2
2.7
3.5
3.9
2.6
3.3
2.9
2.9
3.1
3.2
3.0
3.0
1.7
3.2
4.2
3.4
1.3
3.0
3.5
3.1
2.1
2.8
2.6
1.8
2.6
2.7
2.6
2.8
2.5
2.4
3.1
3.0
2.4
2.6
2.4
2.8
2.8
2.9
2.6
2.4
2.4
2.7
2.4
2.4
2.4
2.3
2.6
2.2
2.4
2.5
2.8
2.5
2.2
2.4
2.3
2.6
2.6
2.5
2.3
0.4
1.8
1.5
2.2
1.0
2.3
1.7
1.4
0.9
0.3
0.7
1.0
0.9
0.3
0.4
1.5
0.8
1.0
0.2
0.2
0.2
0.9
1.0
1.2
0.7
3.9
3.3
3.7
3.0
2.9
3.8
3.3
2.6
3.0
3.8
3.5
3.3
3.2
2.7
3.5
3.9
2.6
3.3
2.9
2.9
3.1
3.2
3.0
3.0
1.7
3.2
4.2
3.4
1.3
3.0
3.5
3.1
2.1
2.8
2.6
1.8
2.6
2.7
2.6
2.8
2.5
2.4
3.1
3.0
2.4
2.6
2.4
2.8
2.8
2.9
2.6
2.4
2.4
2.7
2.4
2.4
2.4
2.3
2.6
2.2
2.4
2.5
2.8
2.5
2.2
2.4
2.3
2.6
2.6
2.5
2.3
データはありません